Ngày 06/10/2015, tại Yên Bái, Trung tâm Khuyến nông Quốc gia phối hợp với Sở Nông nghiệp và Phát triển nông thôn (NN&PTNT) tỉnh Yên Bái tổ chức Diễn đàn Khuyến nông @ nông nghiệp với chủ đề “Phát triển chăn nuôi đại gia súc theo hướng an toàn, bền vững vùng trung du và miền núi phía Bắc”.

Phương pháp kiểm soát và biện pháp đề phòng vấn đề chất lượng sử dụng và lắp đặt khuôn ép của máy ép viên
Khuôn ép là linh kiện dễ hỏng mấu chốt của máy ép viên, việc lắp đặt, sử dụng và bảo trì khuôn ép có chính xác không, đối với việc nâng cao hiệu xuất của máy ép viên và giảm hao mòn linh kiện dễ hỏng có tác dụng quan trọng, yêu cầu lắp đặt chính xác khuôn ép như sau (xem hình 1):
Khi làm việc bình thường, khuôn ép (3), băng kẹp (4) và bánh mâm truyền động (7) thông qua Bulong băng kẹp (5) liên kết cố định, không có bất kỳ chuyển động trái ngược nhau nào. Nhưng khi sử dụng thực tế do các nguyên nhân như Bulong băng kẹp lỏng ra hoặc mài mòn mặt nghiêng lắp đặt của khuôn ép và bánh mâm truyền động với băng kẹp, có thể dẫn đến chuyển động trái ngược nhau, đặt biệt là khuôn ép do sự dồn nén va đập kịch liệt khi roller đang làm việc dẫn đến rung, nghiêm trọng hơn còn gây nứt và mài mòn lỗ khoan bên trong khuôn, từ đó gây nên mài mòn băng kẹp và bánh mâm truyền động nghiêm trọng hơn, trực tiếp ảnh hưởng đến hiệu suất sản xuất thậm trí là sự cố dừng sản xuất.
Trình tự thao tác và phương pháp phòng tránh các vấn đề trên là:
1. Mỗi tuần cần kiểm tra tình trạng mài mòn vòng đệm khuôn. Do thiết bị gia công của các nhà máy chế tạo và trình độ công nghệ kỹ thuật khác nhau, và độ chính xác gia công khuôn ép với bánh mâm truyền động cũng sai khác, khi lựa chọn vòng đệm cho khuôn cần ưu tiên chọn phụ kiện vòng đệm khuôn của xưởng cũ, để tránh trường hợp khuôn ép kết hợp với vòng đệm và bánh mâm truyền động có khe hở quá lớn mà dẫn đến khuôn tự rơi xuống, phát sinh hậu quả xấu như va đập vào roller khi khuôn đang vận hành.
2. Mỗi lần lắp đặt và điều chỉnh Bulong băng kẹp kiểm tra các vị trí liên quan trong hình dưới đây, để đảm bảo 3 vị trí khe hở hiển thị trong hình vẽ và giữ mỗi tấm băng kẹp.
3. Sau 30 phút làm việc bình thường, dùng máy vặn chặt Bulong băng kẹp.
4. Mỗi lần kiểm tra tổng hợp roller hoặc sau khi lắp đặt khuôn ép, kiểm tra vị trí sau khi lắp đặt roller, đảm bảo roller ở giữa hai đường máng kỹ thuật của khuôn, nếu không thì cần điều chỉnh đệm lót điều chỉnh (lắp đặt đệm điều chỉnh ở giữa roller và tấm nén hoặc trục chính).
5. Sau khi lắp đặt tổng thể roller, kiểm tra trục hướng khe hở giữa roller và khuôn, trục hướng khe hở không lớn hơn 0.3mm, nếu không thì thêm đệm điều chỉnh.
6. Không được dùng khuôn ép chất lượng kém, độ méo trong thành bề mặt làm việc của khuôn ép ≤0.20mm, đảm bảo khe hở của roller khuôn được đồng đều.
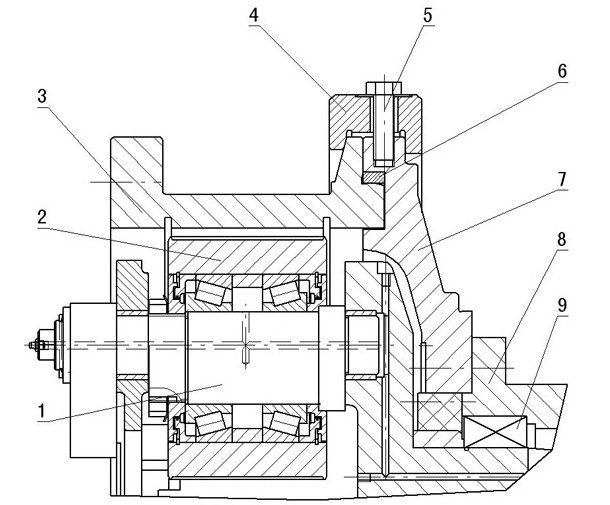
Hình 1: Sơ đồ hiển thị kết cấu lắp ráp khuôn ép
1. Trục roller 2. roller 3. Khuôn ép 4. Băng kẹp 5. Bulong băng kẹp
6. Đệm tròn khuôn ép 7. Bánh mâm truyền động 8. Trục rổng 9. Vòng bi trục chính